НАЗНАЧЕНИЕ:
Высокоточные токарные станки с ЧПУ HEADMAN серии HCL предназначены для высокоточной обработки деталей с точностью позиционирования 0,015 мм и повторяемостью 0,006 мм.
Сочетание высокой жесткости цельнолитой горизонтальной конструкции станины, специально разработанного мощного и точного шпинделя 11 кВт и высокоточных линейных направляющих, позволяют успешно сочетать силовое резание с чистовой обработкой деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая точность по 7-8му квалитету и шероховатость по 8-9 классам.
Видео обзор работы станка:
Видео обзор работы оборудования
Видео обзор работы оборудования
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
| Высокоточные токарные обрабатывающие центры HEADMAN серии HCLспроектированы для прецизионной токарной обработки: ОСОБАЯ ТОЧНОСТЬ - Точность позиционирования по осям X/Z – 0,015 мм.
- Повторяемость по осям X/Z – 0,006 мм.
- Биение шпинделя на длине 20 мм. - 0,002 мм.
- Биение шпинделя на длине 300 мм. - 0,005 мм.
- Балансировка шпинделя – 0,3 г мм.
ВЫСОКАЯ СКОРОСТЬ - Ускоренные перемещения по осям X/Z – 15/20 м/мин
- Время смены инструмента – 0,15 сек.
УВЕЛИЧЕННАЯ ЖЕСТКОСТЬ и МОЩНОСТЬ - Мощность электродвигателя – 11 кВт.
- Крутящий момент – 142 Нм.
- Усилие зажима револьверной головки 2600 кгс.
- Хиртовое зацепление револьверной головки.
|
ПОВЫШЕНИЕ ЗФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Жесткая конструкция станков позволяет обрабатывать заготовки с большими припус, а короткое время индексации револьверной головки сводит к минимуму вспомогательное время на смену инструмента.
Шариковые винтовые пары первого класса точности и линейные роликовые направляющие обеспечивают быстрое перемещение суппорта и стабильную скорость подачи.
Высокоточная и жесткая конструкция станка увеличивает функциональные возможности в соответствии с высокими требованиями по точности изготовления деталей.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
ВЫСОКОТОЧНЫЙ И МОЩНЫЙ ШПИНДЕЛЬ ОБЕСПЕЧИВАЕТ СТАБИЛЬНЫЕ ПАРАМЕТРЫ ОБРАБОТКИ.
Высокая жесткость и высокая точность шпиндельного узла специальной конструкции являются ключевым фактором для реализации высокой точности обработки изделий.
Высокая мощность
- Мощность электродвигателя 11 кВт.
- Крутящий момент 142 Нм.
Высокая точность
- Биение шпинделя на длине 20 мм. составляет 0,002 мм
- Биение шпинделя на длине 300 мм. составляет 0,005 мм
- Точность динамической балансировки шпинделя 0,3 г. мм
График мощности и крутящего момента электродвигателя шпинделя

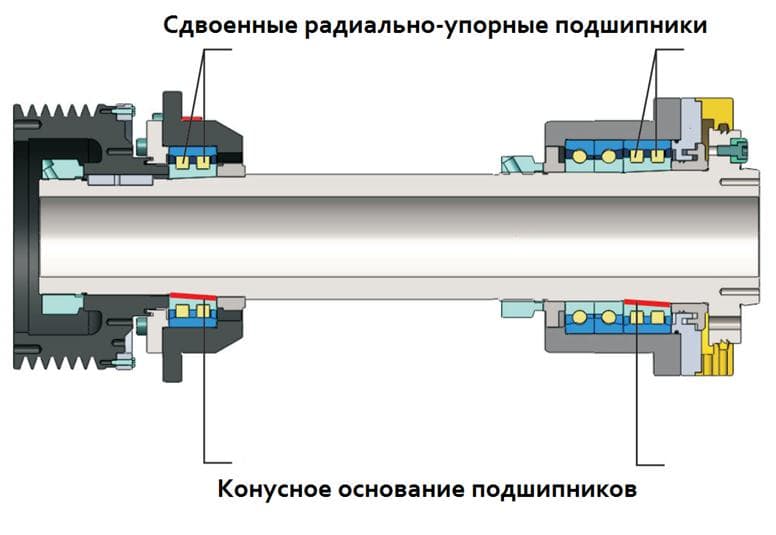
ОСОБЕННОСТИ КОНСТРУКЦИИ ШПИНДЕЛЬНОГО УЗЛА
- Конструкция шпиндельного узла разработана для большего количества подшипников состоящих из 2 сдвоенных радиально-упорных и 2 радиальных, прошедших селективный отбор по точностным отклонениям.
- Посадочные поверхности шпинделя растачиваются под каждый конкретный подшипник.
- Увеличенная площадь контакта роликовых подшипников обеспечивает высокую жесткость и точность вращения шпинделя под нагрузкой.
- Обработка шпиндельного узла и шпинделя производится в термоконстантном помещении с постоянной температурой воздуха 20 ±0,5°С. Сборочные работы по установке шпинделя производятся так же в термоконстантном помещении с температурой воздуха в 20 ±0,5°С.
Жесткий контроль процесса установки подшипников с предварительным натяжением при помощи специального высокоточного приспособления, и сами высокоточные подшипники класса P4 гарантируют точность работы шпинделя на протяжении длительного срока эксплуатации.
ПРЕИМУЩЕСТВА ШПИНДЕЛЬНОГО УЗЛА “HEADMAN”
Вращение шпинделя осуществляется с помощью мощного сервопривода, который передает высокий крутящий момент 140 Нм. на низких оборотах и выдает максимальную мощность 11 кВт. Посредством оптимизации конструкции приводов достигается плавная подача при низком крутящем моменте.
Оптимизация формы и конструкции шпинделя, в сравнении с традиционной, положительно сказывается на жесткости и снижает осевое смещение при высоких нагрузках.
Для снижения температуры охлаждающей жидкости шпинделя используется принудительное воздушное охлаждение, которое исключает проблему отклонения по точности шпинделя, вызванную длительным вращением на высокой скорости. При этом значительно улучшается точность непрерывной обработки.
Увеличенные ребра жесткости корпуса придают высокую прочность конструкции и снижают тепловую деформацию, что непосредственно сказывается на высокоточной обработки изделий.
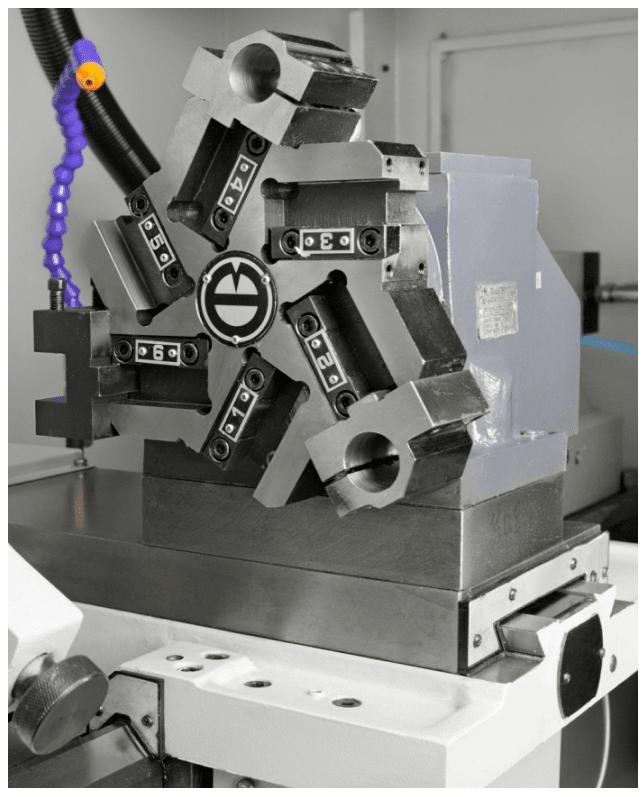
УНИКАЛЬНАЯ КОНСТРУКЦИЯ РЕВОЛЬВЕРНОЙ ГОЛОВКИ
Одной из основных особенностей конструкции станка, безусловно является, уникальная разработка конструкции револьверной головки с торцевыми эвольвентными зубьями хиртового зацепления.
Револьверная головка с хиртовым зацеплением через торцевые эвольвентные зубья, обеспечивает:
- особую точность позиционирования;
- высокую жесткость фиксации в процессе резания;
- плавность перемещения без подъема;
- быструю смену инструмента.
Вращение механизма револьверной головки происходит от серводвигателя с соединительной муфтой уникальной конструкции напрямую через редуктор, который передают вращение через хиртовое зацепление на револьверную головку. Надежный механизм полностью герметично закрыт и находится в маслянной ванне.
Данные особенности непосредственно влияют на надежность и длительный срок эксплуатации механизма револьверной головки.
Конструктивные особенности:
-Хиртовое зацепление;
-Серводвигатель;
-Редуктор;
-Гидравлический зажим;
-Соединительная муфта уникальной конструкции.
Отличительные особенности:
- Применяются 8-ми или 12-ти позиционные револьверные головки с функцией поворота диска без его подъема. Вращение происходит в двух направлениях.
- Время индексации соседней позиции инструмента всего - 0,15 секунды.
Эвольвентное хиртовое зацепление приводит к более точному и плавному позиционированию и точной фиксации револьверной головки.
В револьверных головках такого типа используется трехэлементное хиртовое зацепление. Для увеличения износостойкости, повышения жескости и ударной вязкости используется закаленная хромомолибденовая сталь. Делительная часть хиртового соединения имеет эвольвентное зацепление вместо прямолинейного. Зацепление вогнутых и выгнутых зубьев создает точное и автоматическое центрирование. В данной револьверной головке используются зубчатые соединительные муфты для достижения лучшей сопрягаемости. Таким образом достигается эффективная смена позиций и высокая точность деления. Индексация серводвигателя, позиционирование диска вогнутых зубьев и гидравлический зажим обеспечивают высокую частоту вращения при индексации, длительную продолжительность эксплуатации и хорошую жесткость.
Особенности:
Высокая точность: серводвигатель и диск с торцевыми эвольвентными зубьями обеспечивают точное позиционирование.
Высокая жесткость: конструкция повышенной эксплуатационной надежности обеспечивает непревзойденную жесткость при силовом резании.
Высокая эффективность: время смены соседнего инструмента меньше чем 0,15 секунд. 12 позиций позволяют обрабатывать сложные детали, которые требуют большого количества инструментов в одной установке.
Конструкция револьверной головки без подъема для смены инструмента сокращает время перемещений и смены инструмента, не допускает попадания стружки внутрь револьверной головки и влияет на точность индексирования и позиционирования.
Автоматизированная задняя бабка с сервоприводом
 | Автоматическое перемещение задней бабки В одной и той же программе может задаваться команда положения по двум параметрам. Задняя бабка может быть настроена при помощи М- кодов (М-741, М-742) на высокую скорость (8 м/мин) или на низкую (1,2 м/мин). Движение задней бабки осуществляется плавно, без толчков. |
Регулировка усилии зажима задней бабки Можете использовать команду М-743 для управления обратной подачей из любого положения. Из положения, в котором находится задняя бабка, она будет двигаться до заданного положения со скоростью 8 м/мин. Когда задняя бабка достигнет заданной точки, сигнал заднего хода погаснет. |
Быстрое перемещение задней бабки Позиционирование и перемещение к крайней точке задней бабки происходит со скоростью 8 м/мин. Когда задняя бабка движется назад или уже находится в крайней точке, сигнал гаснет. |
ИНТЕЛЛЕКТУАЛЬНЫЙ КОНТРОЛЛЕР ВЫСКОГО КЛАССА Siemens (Германия)
Система ЧПУ Siemens 828D
Особенности:
- Изысканная и надежная система ЧПУ;
- Система ЧПУ оборудована популярным новейшим коммуникационным портом, картой CF, портом USB и сетевым портом, находящимися на передней панели для удобного использования. Во время использования карты CF можно закрыть защитную крышку;
- Функция передачи данных;
- Литая панель управления изготовлена из магниевого сплава, клавиши клавиатуры покрыты пленкой. Высокая надежность и водонепроницаемость обеспечивают хорошую работу системы управления в жестких условиях эксплуатации;
- Компактность;
- Система управления может быть установлена в небольшой рабочей станции;
- 10.4 " цветной дисплей и большой размер клавиатуры максимально удобно подходит для работы оператора станка;
- Произвольное сочетание панели управления: горизонтальная и вертикальная;
- Не требует технического обслуживания.
 | ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ Измерение инструмента и заготовки Система может получить нулевую точку заготовки и даже измерить наклон плоскости автоматически, просто измеряя край, угол или внутренний диаметр. При настройки инструмента, его измерения и геометрия может быть автоматически сохранена коррекцией на режущий инструмент. |
 | СНИЖЕНИЕ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ Нет необходимости подготавливать программу предварительной обработки Обычно перед обработкой выполняется программа предварительной обработки. Этой системе не нужна дополнительная программа отработки. Просто установите соответствующий параметр на странице подготовки процесса, а затем нажмите на кнопку "Старт". Может быть выполнено фрезерование или точение поверхности заготовки. |
 | УДОБСТВО РАБОТЫ И РЕДАКТИРОВАНИЯ ПРОГРАММ Наглядное управление сменой инструмента В этой системе используется совершенная функция управления сменой инструмента. Параметры инструмента и информация о втулке для инструмента может отображаться на одной странице. Система может автоматически выбирать положение втулки и выполнять мониторинг сроки инструмента и заменять его запасным инструментом, когда срок службы подойдет к концу. Вы можете назвать инструмент словами, что удобно во время программирования. |



| ВОЗМОЖНОСТЬ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ СИСТЕМ ЧПУ |
 | ВЫСОКОСКОРОСТНОЙ ППУ - ПОДХОДИТ ДЛЯ РОБОТИЗИРОВАННЫХ СИСТЕМ ОБОРУДОВАНИЯ - Высокоскоростной переносной пульт управления (ППУ) применяется для реализации двухкоординатного перемещения загрузки и разгрузки станка. Благодаря этому может быть интуитивно выполнена ручное и автоматизированное управление роботом.
- Дуплексный режим двухточечной связи координирует обмен сигналами между главной системой ЭВМ и перемещениями манипулятора.
- Каждый сигнальный кабель имеет одну функцию для передачи команд и данных с высоким коэффициентом распознавания, стабильностью, простотой подключения и т.д.
- Передача информации между главной системой ЭВМ и манипулятором посредством двух кабелей. Манипулятор может передавать 256 сообщений по двум кабелям.
- Система выполняет обмен командами и информацией от главной системы управления к системе манипулятора для реализации управления манипулятором.
- ПЛК главной ЭВМ и ПЛК манипулятора соединены напрямую, без перехода промежуточных реле, что улучшает скорость реагирования, уменьшает стоимость производства, устраняет нестабильные факторы и ошибки, вызванные старением реле.
- Оператор может понимать и контролировать манипулятор посредством программирования человеко-машинного интерфейса.
|
 | ЦВЕТНЫЕ КАБЕЛИ Различные цвета кабелей означают различные функции для реализации удобного обслуживания, проверку ошибок и сокращение времени устранения неисправности. |
 | ЦЕНТРАЛИЗОВАННОЕ ОБСЛУЖИВАНИЕ Ниша для мелкого инструмента расположена рядом с системой ЧПУ. Это очень удобно для того, чтобы складывать различные измерительные инструмен¬ты или мелкие предметы. |
 | НИША ДЛЯ МЕЛКОГО ИНСТРУМЕНТА Клапан с электромагнитным управлением, пневматические компоненты и смазочные устройства установлены на правой стороне станка для удобства использования и обслуживания. |
 | ПОДКЛЮЧЕНИЯ ФЛЭШКИ НА ПАНЕЛИ ЧПУ |
 | СМЫВ СТРУЖКИ ПОСЛЕ ОБРАБОТКИ |


| УДОБСТВО РЕГУЛИРОВКИ И НАЛАДКИ |

Диапазон обработки: до 200 мм

Диапазон обработки: свыше 200 мм
 | РОБОТИЗИРОВАННАЯ СИСТЕМА ПОРТАЛЬНОГО ТИПА Клапан с электромагнитным управлением, пневматические компоненты и смазочные устройства установлены на правой стороне станка для удобства использования и обслуживания. |
Тестирование в режиме онлайн
В связи с износом инструмента или средой, в которой осуществляется обработка, во время массового производства детали размеры обработанной детали будут колебаться в пределах определенного диапазона. Иногда они превышают ожидаемый диапазон, что не только снижает точность массового производства, но и увеличивает шанс появления брака на производственной линии. Компенсация погрешностей у робота в режиме онлайн подразумевает под собой измерение отклонений размеров обработанной детали при помощи точных измерительных приборов и последующую передачу данных системе ЧПУ для расчета компенсации погрешностей и внесения изменений в управляющей программе и соответствующие инструменты. Таким образом гарантируется точность обработки текущей или следующей заготовки из-за высокой точности установки деталей.


| Установка приводного блока для сверления или фрезерования |
 | Установка гидравлического автоподающего устройства |
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:



















